-

宁波联铭粉末冶金有限公司
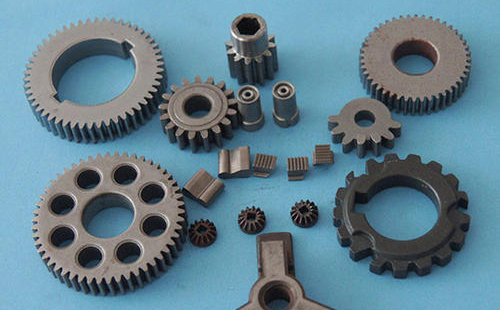
主营:电动工具,锁具,汽车配件,五金工具等粉末冶金产品 - 13386606991

宁波联铭粉末冶金有限公司
主营:电动工具,锁具,汽车配件,五金工具等粉末冶金产品 6
6
粉末治金成型方法:
1、单向压制单向压制工作原理:阴模型腔和下模冲的位置固定不动,上模冲在压机凸轮带动下,向下进入阴模型腔,并对阴模型腔的粉末加压,使粉末压制成具有一定密度和强度的坯件。
单向压制的一个循环有以下步骤:A粉末充填:粉末通过手工或者动送粉器的送粉,利用粉末重力充填在阴模型腔中。B单向压制:粉末填充完毕后,阴模型腔与下模冲位置固定不变,上模冲在压机凸轮带动下,向下进入阴模型腔,使粉末压制成成具有一定密度和强度的坯件。C保压:为了使压力得到有效传递,嘉兴粉末冶金轴承,使坯件密度分布均匀,上模冲应在180度的成型压制位置下保持不动一段时间,使坯件中空气有足够时间逸出。D脱模:保压结束后,上模冲由压机凸轮复位带动向上脱离阴模型腔,下模冲则由压机的下气缸的作用力作用下把坯件**出阴模型腔,嘉兴粉末冶金轴承,嘉兴粉末冶金轴承。E复位:上模冲退到高点,送粉器把压制的坯件推出,同时下模冲退回固定位置,同时粉末在重力作用下充填在阴模型腔中。
国内的企业大部分处于根据别人的设计图来进行加工的水平,一般情况下仅仅承担工艺的研发,这其实不能算是真正的产品研发。由于起步较晚国内企业的技术创新能力比较差,仅仅在消化吸收以及模仿创新上下功夫,而完全的原始创新力度还不够,另外在产品研发过程中的管理水平还有待提高。尽管我国的汽车粉末冶金行业建立了有效的质量管理体系,企业生产的产品得到广大用户的一致认可,但是在过程控制方面以及产品质量水平仍然不能与发达国家相提并论。
利用粉末冶金技术烧结齿轮的时候,先要计算齿轮模腔的齿型的型廓,然后再结合齿轮的齿根过渡曲线来对产品进行修正,以得到佳的圆角。在这过程中,还要考虑粉末冶金齿轮的有限元齿根弯曲强度和佳齿形变位等等,以确保齿轮产品。上面提高的烧结齿轮的模腔的齿型型廓计算一般是利用齿廓法线法得到了,这样就可以直接利用齿廓啮合基本定律,把接触点在给**的位置和齿轮转角间建立起关系。这样我们就可以一目了然了,加工的时候也更加方便了。